




Шулуун цилиндр араа, мушгиа цилиндр араа, конус араа, өнөөдөр бидний танилцуулж буй гипоид араа зэрэг олон төрлийн араа байдаг.
1) Гипоид арааны шинж чанарууд
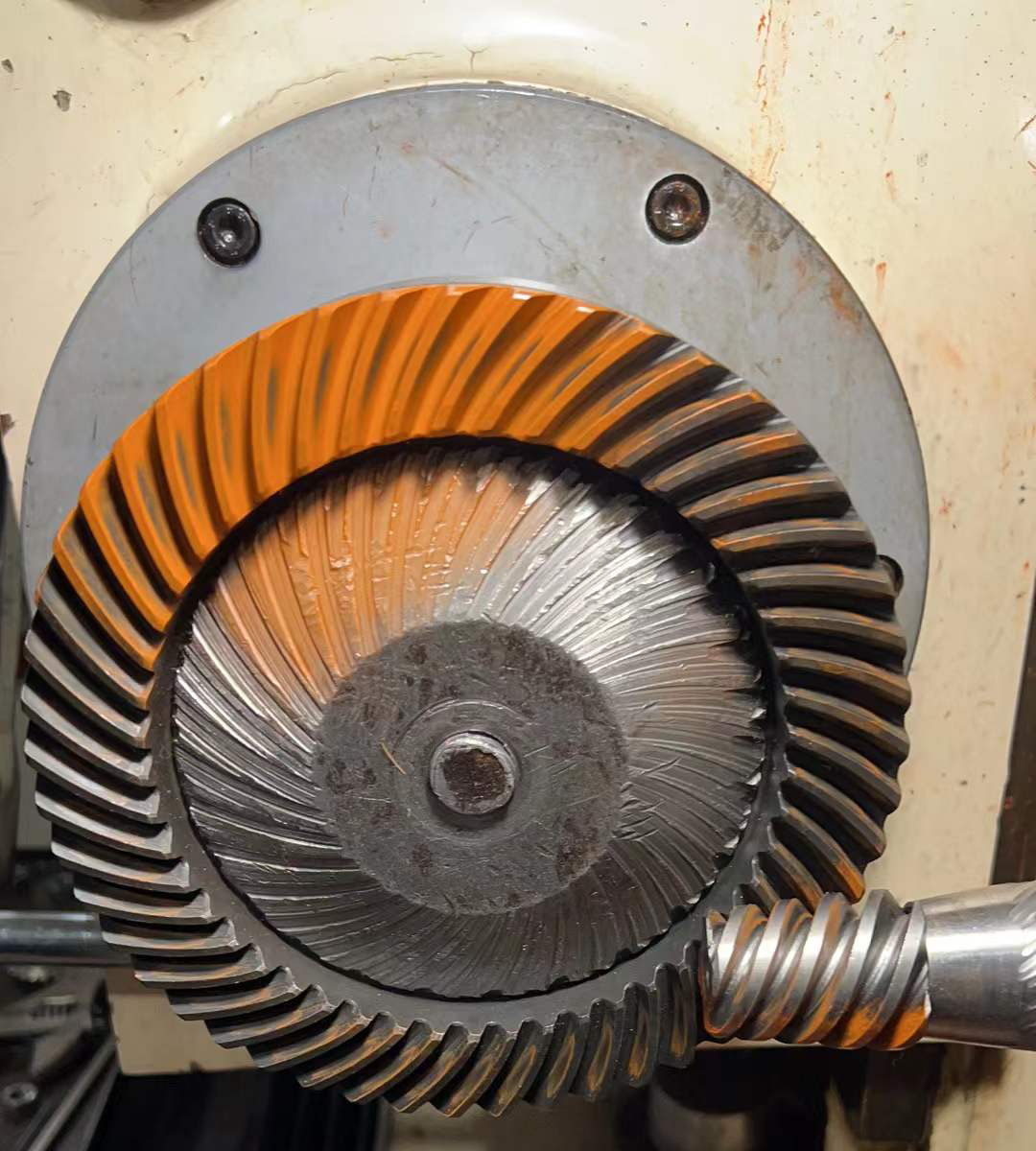
Юуны өмнө, гипоид арааны голын өнцөг нь 90° бөгөөд эргүүлэх хүчний чиглэлийг 90° болгон өөрчилж болно. Энэ нь мөн автомашин, онгоц эсвэл салхин эрчим хүчний салбарт ихэвчлэн шаардлагатай өнцгийн хувиргалт юм. Үүний зэрэгцээ, эргүүлэх хүчийг нэмэгдүүлэх болон хурдыг бууруулах функцийг шалгахын тулд өөр өөр хэмжээтэй, өөр өөр тооны шүдтэй хос арааг торлодог бөгөөд үүнийг ихэвчлэн "эргэх хүчийг нэмэгдүүлэх болон бууруулах хурд" гэж нэрлэдэг. Хэрэв та машин жолоодож байсан найз чинь, ялангуяа жолоодож сурч байхдаа механик хурдны хайрцагтай машин жолоодож байхдаа толгод дээр авирах үед багш таныг бага араа руу шилжүүлэхийг зөвшөөрнө, үнэндээ энэ нь харьцангуй өндөр хурдтай хос арааг сонгох явдал юм. Илүү их эргүүлэх хүч нь тээврийн хэрэгсэлд илүү их хүч өгдөг.
Гипоид арааны онцлог шинж чанарууд юу вэ?
Дамжуулах моментийн өнцгийн өөрчлөлт
Дээр дурдсанчлан, эргүүлэх хүчний өнцгийн өөрчлөлтийг хийж болно.
Илүү их ачааллыг тэсвэрлэх чадвартай
Салхин эрчим хүчний салбарт автомашины үйлдвэрлэл, суудлын автомашин, жийп машин, эсвэл пикап ачааны машин, ачааны машин, автобус гэх мэт арилжааны тээврийн хэрэгсэл гэх мэт нь илүү их эрчим хүч үйлдвэрлэхийн тулд энэ төрлийг ашиглах болно.
Илүү тогтвортой дамжуулалт, бага дуу чимээ
Шүдний зүүн ба баруун талын даралтын өнцөг нь тогтворгүй байж болох бөгөөд арааны торны гулсах чиглэл нь шүдний өргөн ба шүдний профайлын чиглэлийн дагуу байх бөгөөд зураг төсөл, технологийн тусламжтайгаар арааны торны илүү сайн байрлалыг олж авах боломжтой бөгөөд ингэснээр дамжуулалт бүхэлдээ ачаалал дор байна. Дараагийнх нь NVH гүйцэтгэлийн хувьд маш сайн хэвээр байна.
Тохируулгатай офсет зай
Офсет зайны өөр өөр загвараас шалтгаалан үүнийг өөр өөр орон зайн дизайны шаардлагыг хангахад ашиглаж болно. Жишээлбэл, автомашины хувьд энэ нь тээврийн хэрэгслийн газраас дээш гарах шаардлагыг хангаж, тээврийн хэрэгслийн нэвтрэх чадварыг сайжруулж чадна.
2) Гипоид араа боловсруулах хоёр арга
Квази хоёр талт арааг 1925 онд Gleason Work компани нэвтрүүлсэн бөгөөд олон жилийн турш хөгжүүлсээр ирсэн. Одоогийн байдлаар дотоодын олон тоног төхөөрөмж боловсруулж болох боловч харьцангуй өндөр нарийвчлалтай, өндөр чанартай боловсруулалтыг голчлон гадаадын Gleason болон Oerlikon тоног төхөөрөмжөөр хийдэг. Өнгөлгөөний хувьд арааг нунтаглах хоёр үндсэн процесс ба нунтаглах процесс байдаг боловч арааг огтлох процесст тавигдах шаардлага өөр өөр байдаг. Арааг нунтаглах процесст арааг огтлох процесст нүүрэн тээрэмдэх, нунтаглах процесст нүүрэн талын хоббинг ашиглахыг зөвлөж байна.
Нүүрний тээрэмдэх төрлөөр боловсруулсан араа нь конус хэлбэрийн шүдтэй, нүүрний өнхрөх төрлөөр боловсруулсан араа нь ижил өндөртэй шүдтэй, өөрөөр хэлбэл том ба жижиг төгсгөлийн нүүрэн дээрх шүдний өндөр ижил байна.
Ердийн боловсруулалтын процесс нь ойролцоогоор урьдчилан халаах, дулааны боловсруулалтын дараа, дараа нь өнгөлөх явдал юм. Нүүрэн талын плитка хэлбэрийн хувьд халаасны дараа нунтаглаж, тохируулах шаардлагатай. Ерөнхийдөө хос арааг дараа нь угсрах үед нунтаглах шаардлагатай хэвээр байна. Гэсэн хэдий ч онолын хувьд араа нунтаглах технологитой арааг тохируулалгүйгээр ашиглаж болно. Гэсэн хэдий ч бодит ажиллагаанд угсралтын алдаа болон системийн хэв гажилтын нөлөөллийг харгалзан тохируулгын горимыг ашигласаар байна.
3) Гурвалсан гипоидийг зохион бүтээх, хөгжүүлэх нь илүү төвөгтэй байдаг, ялангуяа ашиглалтын нөхцөлд эсвэл арааны бат бөх чанар, дуу чимээ, дамжуулалтын үр ашиг, жин, хэмжээ шаарддаг өндөр шаардлага бүхий өндөр зэрэглэлийн бүтээгдэхүүнүүдэд. Тиймээс дизайны үе шатанд давталтын явцад тэнцвэрийг олохын тулд олон хүчин зүйлийг нэгтгэх шаардлагатай байдаг. Хөгжүүлэлтийн явцад хэмжээст гинжин хэлхээний хуримтлал, системийн хэв гажилт болон бусад хүчин зүйлсийн улмаас бодит нөхцөлд хамгийн тохиромжтой гүйцэтгэлийн түвшинд хүрэх боломжтой хэвээр байгаа эсэхийг баталгаажуулахын тулд угсралтын зөвшөөрөгдөх хэлбэлзлийн хүрээнд шүдний хээг тохируулах шаардлагатай байдаг.
Нийтэлсэн цаг: 2022 оны 5-р сарын 12